












This website uses cookies so that we can provide you with the best user experience possible. Cookie information is stored in your browser and performs functions such as recognising you when you return to our website and helping our team to understand which sections of the website you find most interesting and useful.

PAM-STAMP Turkey Distributor
Manufacture High-Quality, Cost-Efficient Stamped Parts the First Time with Simulation Software
There is nothing worse than completing your first physical tryout only to realize that your part suffers from springback or wrinkles, or maybe even that you didn’t estimate how many tools you would need to make the part from the beginning. These errors and the changes will be costly when made this late in the process.
ESI PAM-STAMP gives you the ability to address sheet metal formability challenges from the design of parts and tooling to part production with a single tool. Validate the forming of individual panels and even help validate the assembly of closure panels, such as doors. Develop and validate key manufacturing and joining processes, virtually, to assure production capability of parts, sub-assemblies, and assemblies for all sheet metal parts, simple to complex, conventional steel to advanced lightweight sheet metals.
Benefits of PAM-STAMP
- Get accurate, high-quality results
- Apply advanced material models
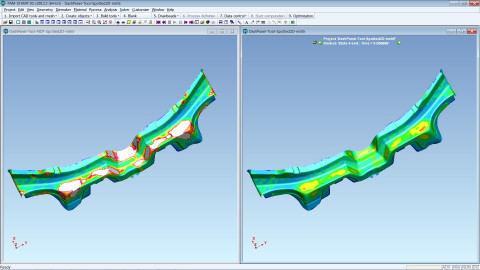
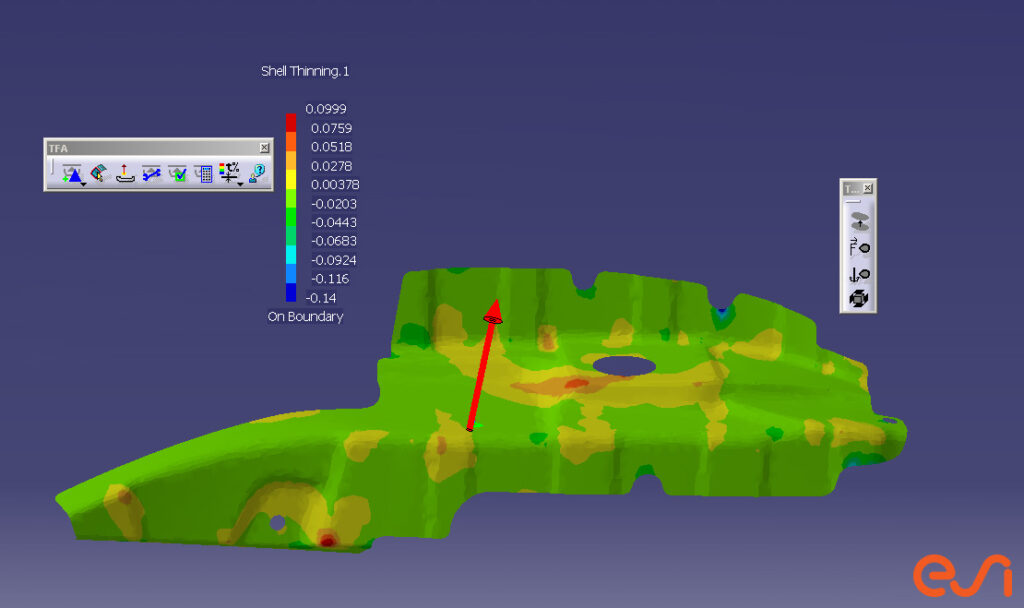
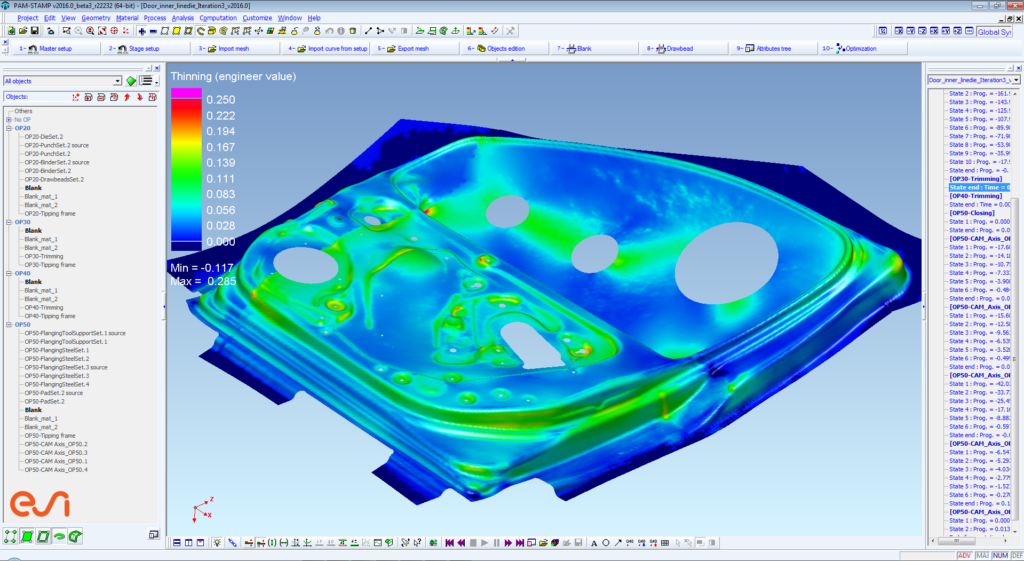
- Predict splits, wrinkles and surface defects
- Produce springback predictions for cutting-edge materials (AHSS, UHSS, aluminum alloys)
- Compensate for springback in closure assemblies, like doors & hoods taking into account the effects of the fabrication and joining of the panels
- Compute large models in a short time frame with scaling (up to 128 cores on HPC)
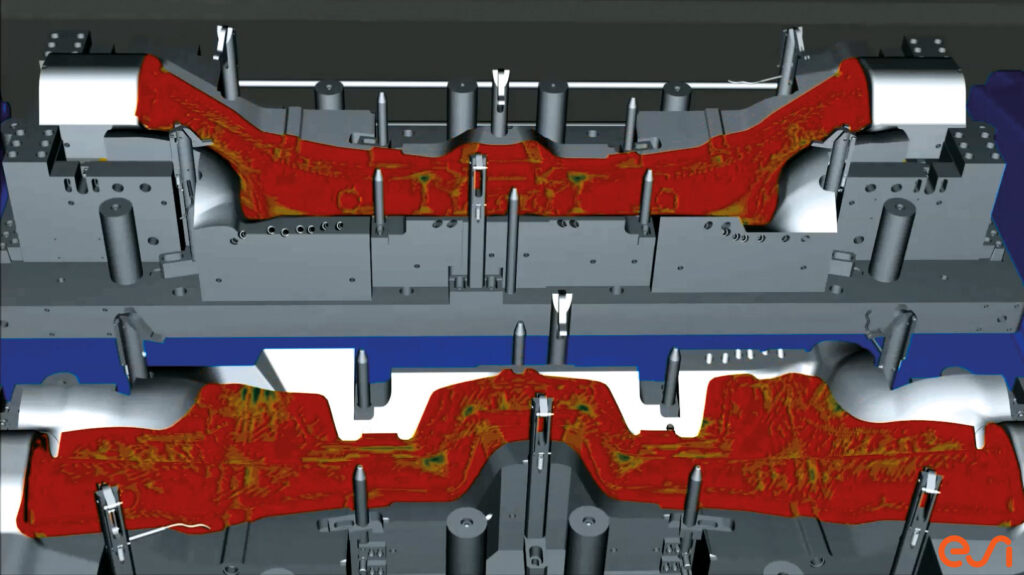
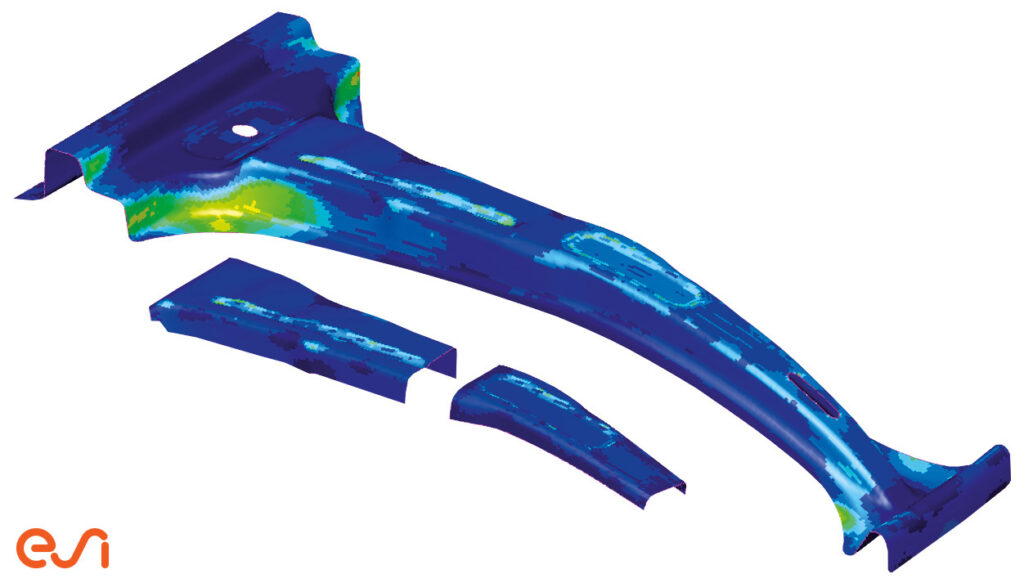
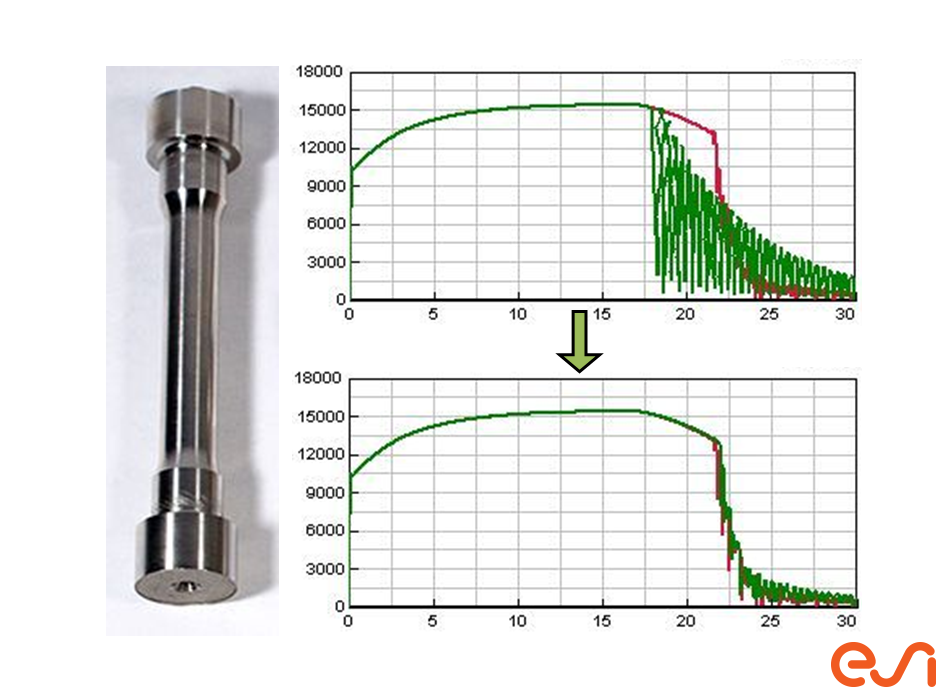
Hot Forming
Hot forming is a rapidly growing and fascinating manufacturing technique, where the good formability of the warm blank is combined with exceptional strength of the end part due to the quenching in the tools. No traditional available material that is formable is even close to the strength of the hot-formed steel. This makes it a natural choice for the crash relevant parts in the car. Today all major OEMs work with hot-formed parts in their vehicles as crash reinforcements. It even allows you to build small-sized vehicles with an outstanding crash performance – enabling the traditionally weaker group A cars to obtain 5 stars in the Euro NCAP crash tests (e.g., Fiat 500).
Because of this, looking only on the formability of the part during stamping doesn’t make sense. The whole chain has to be accounted for – from the early design stage. To get the properties of the end part right is crucial to achieving the crash performance. This means that the crash engineers have to rely on the stamping department to manufacture the parts with the right properties.
Hot forming itself is a manufacturing technique where different fields will play together to make it work or not. The stamping department has to build knowledge in metallurgy, heat transfer, cooling, and fluid dynamics – typically, areas where several specialists are involved.
With this new process, the stamp engineer is suddenly confronted with several new areas where he has to have high-level knowledge to get the process right.
Even for the most talented engineers, it’s not feasible to become an expert in all these fields. This is a common area where Virtual Manufacturing can play an essential role in getting new processes running. The part manufacturing, with all its different aspects, can be virtually tested before the expensive hot forming process begins. The part performance in the final crash can also be tested virtually. This is again a step towards end-to-end virtual manufacturing – even if the challenge to simulate all the different aspects remains.
The complete value chain is nowadays available, allowing analyzing the complete press hardening process from initial part cost to distortion after quenching, cooling channel analysis, and a virtual reality check.
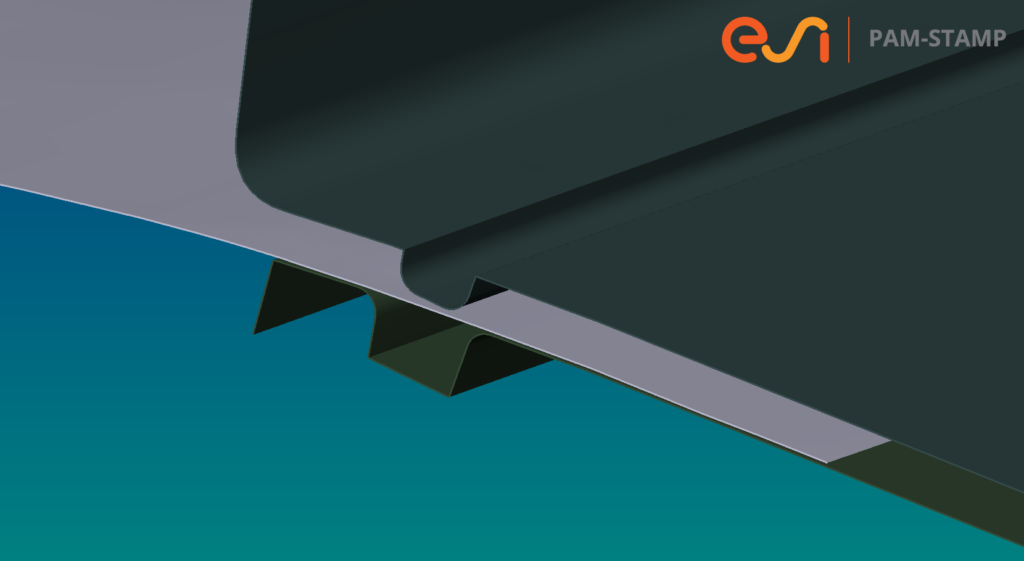
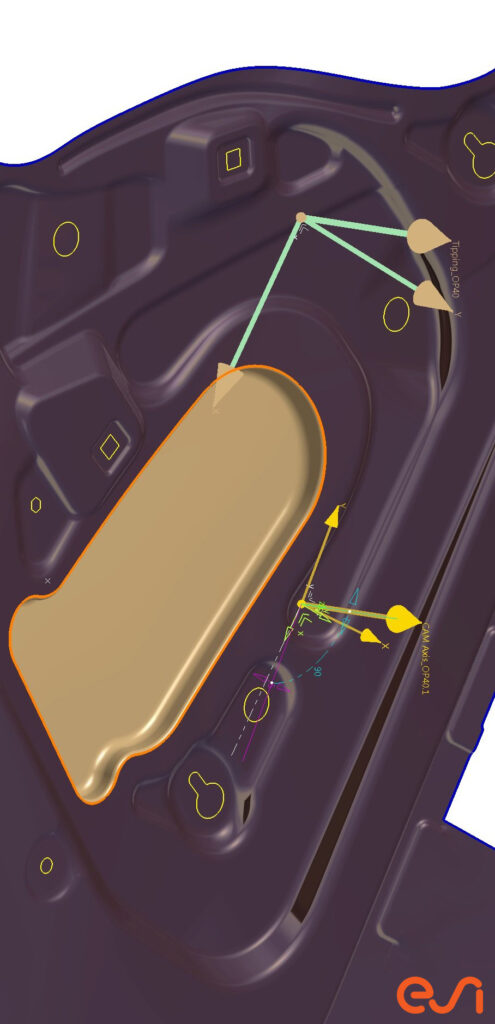
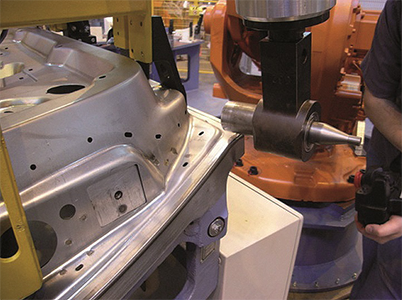
Hemming and Joining Closure Panels
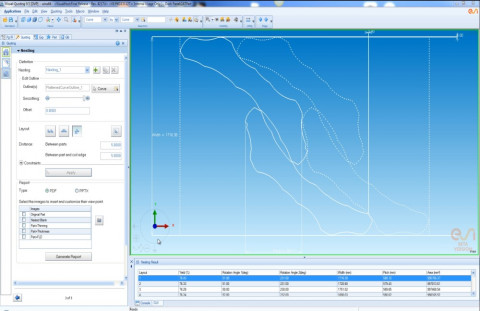
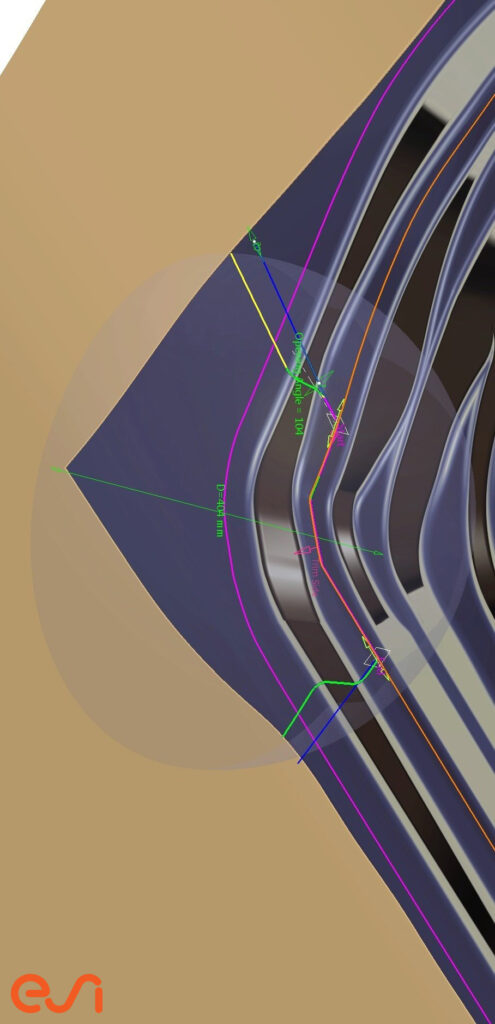
The continuing trend of increasing the number of variants in a car while lowering the number of vehicles produced requires cost-effective manufacturing methods and body in white concepts like roll hemming. This procedure is very flexible and requires only modest investments. This simulation aims to avoid fixtures, programming, and tests during the prototype phase and pilot series. Besides an optimal and error-free hemming process, the simulation’s focus is on the resulting shape deviation of the assembly caused by the spring back of the components and the hemming. The “roll in” of the final outer edge can also be evaluated.
A user-friendly interface inside PAM-STAMP defines the physical process similar to the programming of a hemming roll guided by a robotic arm. This allows one to systematically optimize existing experience and strategies to control possible resulting shape deviations. The position of the part’s trim lines that are essential for hemming can be optimized for the proceeding operation sequence of the respective single parts.
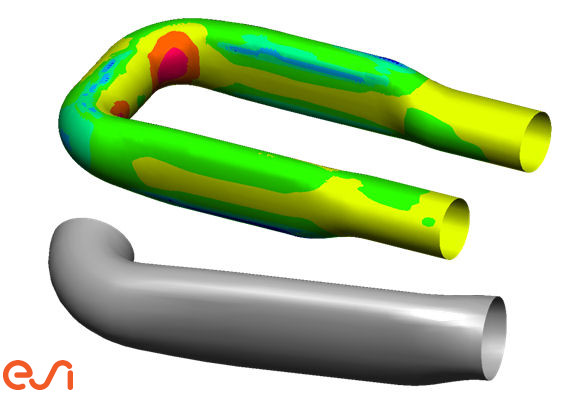
Tube Bending and Hydroforming
In response to market demand to form complex parts with small bend ratios, PAM-STAMP offers accurate tube bending simulation with realistic tool modeling and behavior for better forming results to avoid downstream problems.
Hydroforming is an advanced forming technique that gives the possibility of forming complex parts and improving surface quality. Liquid bulge forming and high-pressure techniques can be modeled separately or combined within PAM-TUBE, covering the whole range of tube forming processes. Its easy-to-use user environment ensures time-saving process setup and tool design and helps the user handle the complexity of hydroforming processes.
Tube bending in PAM-STAMP was developed in cooperation with academic and industrial institutions. The partnership with the University of Siegen and the close collaboration with DaimlerChrysler, Audi, Schuler Hydro Forming, bu+Engineering Gmbh, hde Solutions, Eberspâcher and ThyssenKrupp Budd resulted in a robust industrial software, which allows the reliable simulation of bending and hydroforming of tubes. It includes special functions for:
Estimation of strains,
Prediction of ovalization,
Rapid detection of the bending line,
Consideration of the welding seam,
CNC bending of tubes is typically not simulated but tested and optimized on the shop floor at the bending machine. However, for tube bending as an intermediate manufacturing step for a hydroformed product, bending plays a crucial role. So it often needs to be simulated to achieve accurate results in feasibility determination during hydroforming. If the aim is a virtually manufactured part requested to build an assembly, it also makes no sense to neglect manufacturing operations since they determine the final part’s performance attributes.
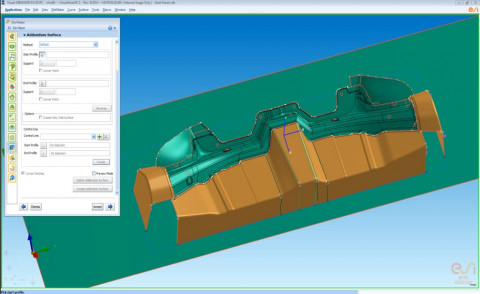
Easy layout of the addendum,
Automatic die face creation,
Creation of multi-stage process macros for efficient working.
Fully parallelized computations help to accelerate the development process and reduce cost
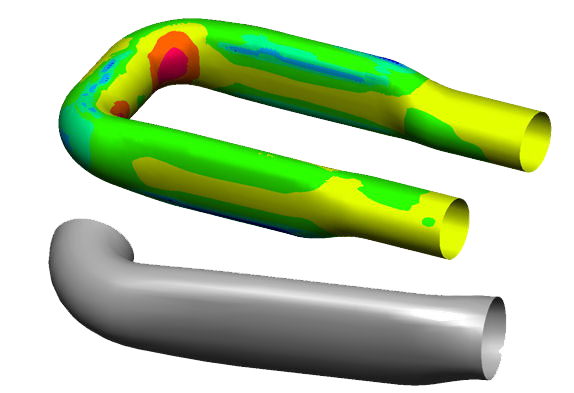
Tube Bending
PAM-STAMP offers the user a virtual bending machine, which allows control of all axes regarding forces applied, for example, on clamp die, or path and velocity control for a pressure die. Boost assisted bending is also possible. The process setup starts with a simple bending curve and lets the user with basic bending know how easily advance to the bent tube.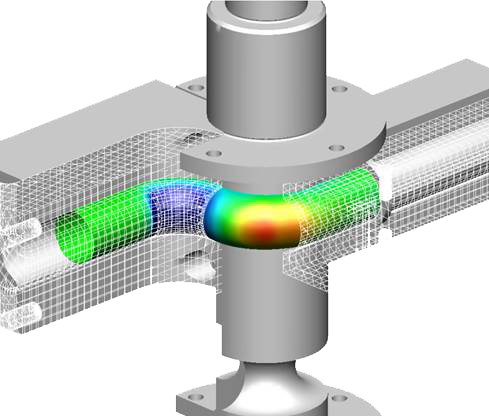
Hydroforming
Hydroforming means the forming of parts by use of fluids as force transducers, compared to mechanical forces exerted by conventional presses. In niche industry sectors, the medium can also be gas or plastic pellets, which is no hindrance to process simulation with PAM-STAMP. Either tubes or profiles with closed cross-section are formed with inner pressure or flat blanks with one-sided pressure exertion, known as the Fluidcell process, or passive resistance against a mechanical forming, the so-called Aquadraw process.
During hydroforming processes of parts with closed cross-section, one would typically use axial punches to seal the part ends and push the material into the forming die, to achieve a higher expansion in areas near the part ends. Parts with branching such as t-pieces also need a counter punch to control the material flow into the branching. The possibilities inside PAM-STAMP fully cover all those technical aspects.
PAM-STAMP spans the entire virtual manufacturing chain of processes from tube bending and crash-forming or press bending over an optional consideration of annealing for stainless materials to the actual hydroforming, then trimming and optional end or further mechanical forming.
Typical customer challenges in hydroforming are similar to conventional sheet metal forming, with some additions. Starting from the final part, the hydroforming part design module PAM-TUBEMAKER supports the customer in reverse engineering workflow unto the required initial tube with all related manufacturing steps needed to achieve the final part. In reverse evolution, that means to cover the following challenges faced by the customer:
Determination of cross-section of tube or profile part
Design of bending line, with choice of a number of bends and bending radii (typically one radius), which can be adapted to available equipment to optimize production cost
Decide on an optional preforming operation
Estimation of landing zone i.e., cylindrical part of the tube end
Hydroforming die preparation
Initial tube dimensions
After an initial simulation run from the tube to hydroformed part, or partial run, in case of problems, the client can decide to optimize in a second or further loop and implement it within PAM-TUBEMAKER, adapting tools and processes to improve results. Simulation results answer all questions with regard to feasibility and necessary equipment on the shop floor:
Occurrence of local thinning, cracks or wrinkles
Need for specific lubrication, or possibly cam operation
Deviation of achieved form from CAD and also spring back of part
Required maximum pressure and related to that, closing force i.e. press size
Max. pressure and investigated axial feed/force determine the size of axial hydraulic cylinders
PAM-STAMP enables the customer to test and optimize the whole Hydroforming production theatre in one environment, while leaving the choice to use PAM-TUBEMAKER as starting point, or using available CAD data for all tools and parts to the customer. At the end of the day, all necessary data and information to deliver a reliable offer and feasibility statement are readily available
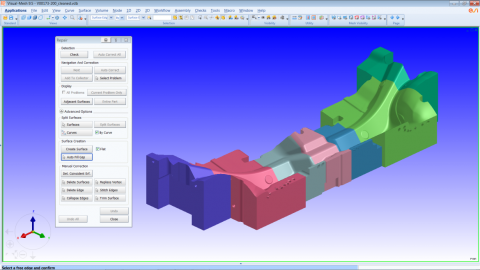
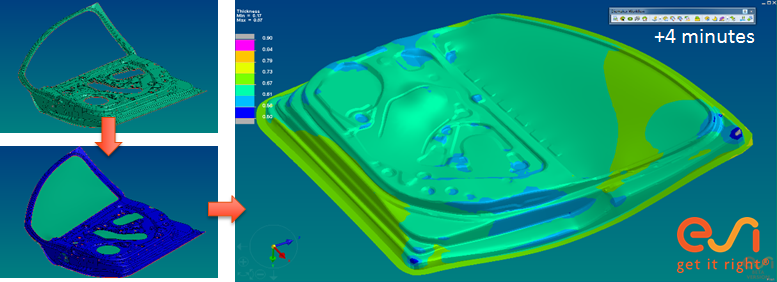
- Topology check, cleanup and repair
- Material cost estimation
- Die face design next generation based on B-Spline geometry
- Fast link with simulation
- Accurate numerical methods
- Geometrical drawbeads
- Springback – Kinematic Hardening Model
- Ironing
- Triple speed mode for breathtaking short simulation times
- Precise prediction of wrinkles including folding – no numerical flattening
- Blank & Trim Line Optimization
- Springback of High Strength Steel
- (Multi-operation) compensation
- Virtual prototyping of the full stamping chain
- Cosmetic defects
- Customization
- High quality results without tradeoffs in cost and time
- Hot Forming , End-to-End Virtual Prototyping
- Chaining with manufacturing engineering and assembly prototyping
- Virtual Reality
